Quick-Connex® M12 DC Micro Cordsets
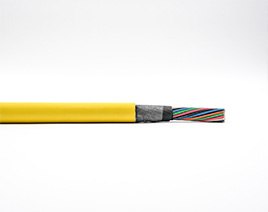
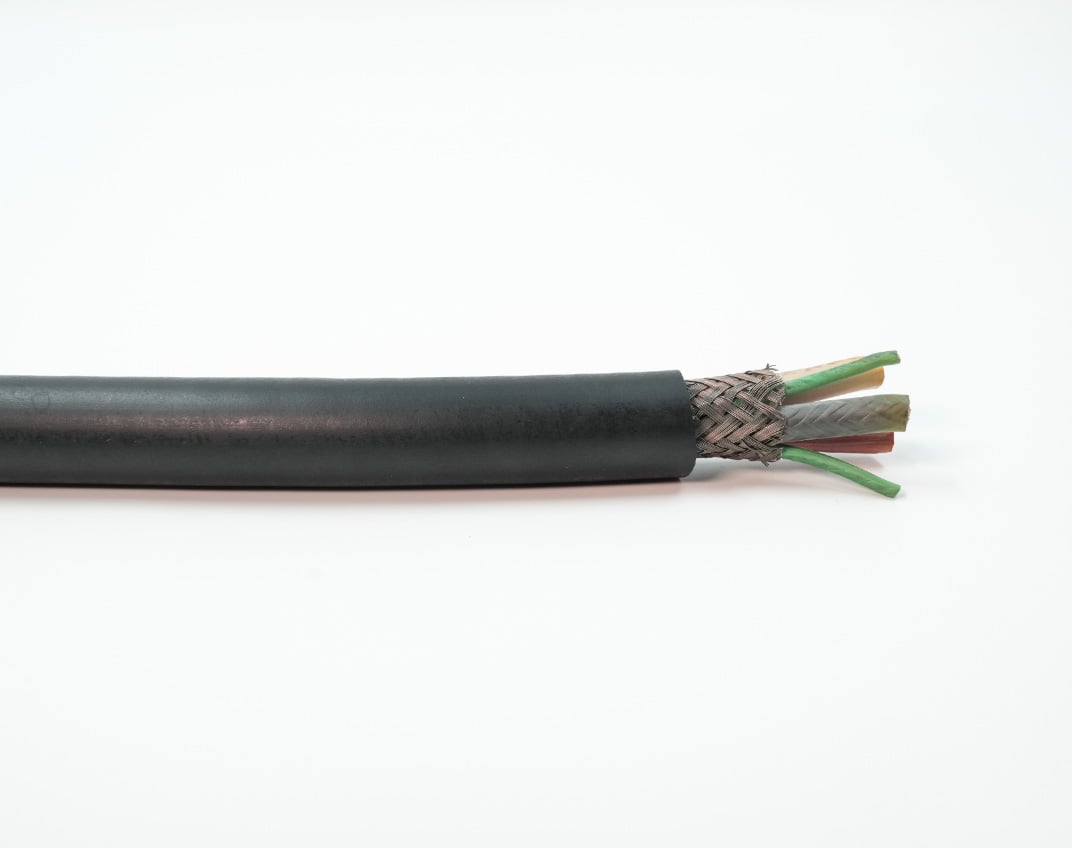
Quick-Connex® M12 DC Micro Cordsets make the replacement of electrical and electronic control devices quick and simple. Cordsets made with Trex-Onics® Control Cable are designed for high cycle, constant motion applications and provide excellent defense against impact, cutting, abrasion, oil, and chemicals.










%20MALE%203QV_Web.jpg)